 |
 |

Cast Iron
Specimen Preparation (Class 3 Procedures)
 |
 |
Cast Irons are difficult materials to prepare properly because the graphite nodules or the graphite flakes are easily pulled out during preparation. By minimizing the sectioning damage and by starting with a modest grit size SiC paper, retaining these difficult particles can be accomplished.
SECTIONING
MAXCUT Abrasive blade (Cat. No. MAX-D or MAX-I series)
MOUNTING
Compression Mounting with Phenolic, Epoxy or Diallyl Phthalate compression mounting resins
POLISHING
| Abrasive/surface | Lubricant | Force/ sample | Speed (Head/base) |
Time | Individual Force mode |
Central Force mode |
|---|---|---|---|---|---|---|
| 120 grit SiC paper 240 grit SiC paper* |
Water |
5-10 lbs | 200/200 rpm | Planar 1 min |
 |
|
| 360 grit SiC paper 600 grit SiC paper 800 grit SiC paper 1200 grit SiC paper |
Water |
5-10 lbs | 200/200 rpm | 1 min 1 min 1 min 1 min |
 |
|
| 1 um DIAMAT diamond on GOLDPAD polishing pad |
DIALUBE Purple Extender |
5-10 lbs | 200/200 rpm | 2 min | |
|
| 0.05 um Nanometer alumina on TRICOTE polishing pad |
5-10 lbs | 100/100 rpm | 30 sec | |
|
*Required for central polishing force. Click here for more information on central vs. individual polishing force polishing.
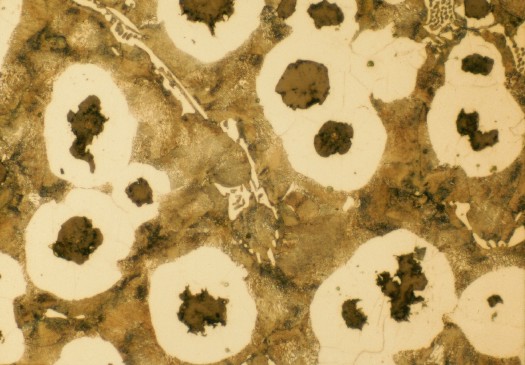 |
| Cast Iron, 2% nital etchant, 100X (DIC) |
 |
| Graphite cast iron, 2% nital etchant, 500X |
ETCHING
Common Etchants


CAUTION:Safety is very important when etching. Be sure to wear the appropriate protective clothing and observe all WARNINGS on chemical manufacuters SDS (Safety Data Sheets). Also review the COMMENTS and CONDITIONS Section for each etchant.
PACE TECHNOLOGIES CONTACT
PACE Technologies
3601 E. 34th St.
Tucson, Arizona 85713
+1-520-882-6598
FAX +1-520-882-6599
email: pace@metallographic.com
https://www.metallographic.com