Introduction
Nickel and cobalt superalloys are among the most challenging materials to prepare for metallographic analysis. These materials are used in high-temperature applications, aerospace, chemical processing, and wear-resistant applications due to their excellent corrosion resistance, high strength, temperature stability, and hardness.
Common nickel alloys include Inconel (600, 625, 718, 738), Hastelloy (C-276, X), Monel, and various superalloys. Cobalt alloys like Stellite are also high-temperature, wear-resistant materials with similar preparation challenges. These materials often contain complex microstructures with multiple phases including gamma prime (γ'), carbides, and other precipitates that require careful preparation to reveal.
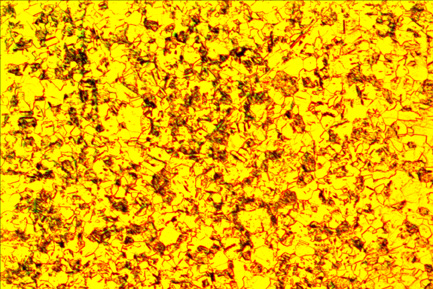
Hastelloy microstructure, Adler's etchant, 200X magnification. Nickel and cobalt superalloys show complex microstructures with multiple phases including gamma prime (γ'), carbides, and other precipitates that require careful preparation to reveal.
Key Challenge: Nickel and cobalt superalloys are typically very hard and work-harden easily. They require slow cutting speeds, careful grinding, and extended polishing times to avoid introducing deformation artifacts. Cobalt alloys like Stellite are particularly hard (450+ HB) and contain carbides that must be preserved.
Sectioning
Nickel and cobalt superalloys are extremely hard and work-harden rapidly during cutting. Proper sectioning is critical to minimize deformation and heat generation. Cobalt alloys like Stellite are particularly hard (450+ HB) and require careful cutting techniques.
Cutting Parameters
- Cutting Speed: Very slow to minimize heat and deformation
- Blade Selection: MAX-C series blades (silicon carbide/resin-rubber bond) - designed for hard non-ferrous metals like nickel and cobalt superalloys
- Cooling: Continuous cooling with cutting fluid is essential
- Feed Rate: Slow, steady feed to avoid excessive pressure

MAX-C series blades (silicon carbide/resin-rubber bond) optimized for hard non-ferrous metals like nickel and cobalt superalloys, titanium, and zirconium. Provides aggressive cutting with controlled wear.

Cutting fluids are essential for nickel and cobalt superalloy sectioning to prevent overheating and minimize deformation. Continuous cooling throughout the cut is critical.
Best Practices
- Use thin blades (0.5-1.0 mm) to minimize kerf loss and heat generation
- Maintain constant cooling throughout the cut
- Avoid excessive pressure - let the blade do the work
- For very hard superalloys, consider using a precision saw with diamond blade
Mounting
Compression mounting is standard for nickel alloys. Epoxy mounting is preferred for superalloys to avoid thermal damage that can occur with phenolic resins.
Mounting Materials
- Epoxy Resins: Preferred for superalloys - lower curing temperature (150-180°C)
- Phenolic Resins: Acceptable for standard nickel alloys - higher temperature (150-180°C)
- Mounting Pressure: 2000-4000 psi depending on resin type

Epoxy mounting materials are preferred for nickel superalloys to avoid thermal damage. Lower curing temperatures help preserve microstructure integrity.
Mounting Procedure
- Clean the sample thoroughly to remove cutting fluid and debris
- Select appropriate mold size (typically 1.25" or 1.5" diameter)
- Place sample in mold with the surface of interest facing up
- Add mounting compound and mount at recommended temperature and pressure
- Allow to cool slowly to room temperature before removing from mold
For more information on mounting equipment, visit our Compression Mounting Equipment page.
Important: Avoid rapid cooling of mounted samples as this can cause cracking in both the mount and the sample, especially for superalloys.
Grinding
Progressive grinding is essential for nickel alloys. These materials work-harden easily, so consistent pressure and proper grit progression are critical.
Grinding Sequence
- 120 grit: Remove sectioning damage - 2-3 minutes per sample
- 240 grit: Remove 120 grit scratches - 2-3 minutes
- 400 grit: Further refinement - 2-3 minutes
- 600 grit: Fine grinding - 2-3 minutes
- 800 grit: Optional for superalloys - 2 minutes

Silicon carbide (SiC) grinding papers in various grit sizes (120, 240, 400, 600, 800) for progressive grinding. Rotate sample 90° between each grit to ensure complete scratch removal.
Grinding Parameters
- Pressure: Light to moderate (2-5 lbs per sample)
- Rotation: Rotate sample 90° between each grit
- Water Flow: Continuous water flow to remove debris and prevent loading
- Speed: 240-300 RPM for grinding wheels
For more information on grinding supplies, visit our Silicon Carbide Grinding Papers collection.
Grinding Tips for Nickel Alloys
- Use fresh grinding papers - nickel alloys can quickly load papers
- Maintain consistent pressure throughout each step
- Ensure all scratches from previous grit are removed before proceeding
- For superalloys, consider using SiC papers up to 1200 grit
Polishing
Diamond polishing is essential for nickel alloys. These materials require extended polishing times and careful attention to avoid introducing deformation or pullout of hard phases.
Diamond Polishing Sequence
- 9 μm diamond: 5-8 minutes on a firm low-nap pad (TEXPAN)
- 6 μm diamond: 4-6 minutes on medium-hard pad
- 3 μm diamond: 4-6 minutes on medium pad
- 1 μm diamond: 3-5 minutes on soft pad
- Final polish: 0.05 μm colloidal silica or 0.3 μm alumina - 2-4 minutes

Polycrystalline diamond compound provides aggressive cutting action ideal for hard nickel alloys and superalloys.

Various polishing pads for different polishing stages. Select pad hardness based on nickel alloy and polishing stage.
Polishing Parameters
- Pressure: Light pressure (2-4 lbs) - avoid excessive pressure
- Speed: 120-150 RPM for diamond polishing
- Lubricant: Diamond suspension in water or oil-based lubricant
- Pad Selection: Harder pads for coarse steps, softer for fine steps
For more information on polishing supplies, visit our Diamond Abrasives and Polishing Pads collections.
Superalloy Consideration: Nickel superalloys with gamma prime (γ') precipitates require careful polishing to avoid pullout. Use light pressure and extend polishing times at each step. Final polish with colloidal silica is essential to reveal fine precipitates.
Final Polishing
For nickel alloys, especially superalloys, final polishing with colloidal silica (0.05 μm) or fine alumina (0.3 μm) is critical. This step removes any remaining deformation and reveals the true microstructure including fine precipitates.

Colloidal silica (0.05 μm) is essential for final polishing of nickel superalloys to reveal fine precipitates like gamma prime (γ') without pullout.
Etching
Nickel alloys require specific etchants depending on the alloy composition and the features you want to reveal. Common etchants include Glyceregia, Aqua Regia, and various electrolytic solutions.
Common Etchants for Nickel Alloys
| Etchant | Composition | Application | Time |
|---|---|---|---|
| Glyceregia | 15 mL HCl + 5 mL HNO₃ + 10 mL glycerol | General nickel alloys, grain boundaries, twins | 10-30 sec |
| Adler's Etchant | 45g FeCl₃ + 9g copper ammonium chloride + 150 mL HCl + 75 mL H₂O | Hastelloy, corrosion-resistant superalloys | 5-15 sec |
| Electrolytic (10% Oxalic) | 10g oxalic acid dihydrate in 100 mL H₂O | Superalloys, γ'/γ" precipitates, carbides, sensitization | 5-30 sec @ 3-6V |
| Kalling's No. 2 | 5 g CuCl₂ + 100 mL HCl + 100 mL ethanol | Grain boundaries, general structure, Monel | 10-60 sec |
| Aqua Regia | 75 mL HCl + 25 mL HNO₃ | Inconel, difficult-to-etch alloys | 5-15 sec |

Etching solutions and reagents for nickel alloys. Common etchants include Glyceregia, Adler's Etchant, electrolytic oxalic acid, Kalling's No. 2, and Aqua Regia. Etching time typically ranges from 5-60 seconds depending on the etchant and alloy composition.
Etching Procedure
- Ensure sample is clean and dry before etching
- Apply etchant using cotton swab or immerse sample
- Agitate gently if using swab method
- Monitor etching progress - nickel alloys can over-etch quickly
- Rinse immediately with water, then ethanol
- Dry with compressed air or warm air stream
For more information on etchants, visit our Etching Solutions collection.
Safety Warning: Many nickel alloy etchants contain strong acids and are highly corrosive. Always use appropriate personal protective equipment including gloves, safety glasses, and work in a well-ventilated area or fume hood.
Alloy-Specific Etching
- Inconel 718: Glyceregia for general structure; electrolytic 10% oxalic acid (3-6V) for γ'/γ" precipitate characterization
- Hastelloy (C-276, C-22, X, B-2): Glyceregia first, then Adler's Etchant if insufficient contrast. Hastelloys are difficult to etch due to their extreme corrosion resistance
- Monel 400: Glyceregia or FeCl₃ + HCl; Kalling's No. 2 also effective
- Superalloys with γ': Electrolytic etching (10% oxalic at 3-6V) is preferred for revealing fine γ' and γ" precipitates
Troubleshooting
Common Issues and Solutions
Problem: Excessive Deformation
Symptoms: Smearing, distorted microstructure, difficulty revealing grain boundaries
Solutions: Reduce cutting speed, use lighter grinding/polishing pressure, extend polishing times, ensure proper grit progression
Problem: Pullout of Hard Phases
Symptoms: Holes or pits in the surface, missing carbides or precipitates
Solutions: Use lighter polishing pressure, extend polishing times, use softer polishing pads for final steps, consider vibratory polishing for superalloys
Problem: Over-Etching
Symptoms: Dark, obscured microstructure, excessive relief
Solutions: Reduce etching time, use weaker etchant concentration, rinse immediately after etching, re-polish and re-etch if necessary
Problem: Incomplete Etching
Symptoms: No contrast, grain boundaries not visible, flat appearance
Solutions: Increase etching time, try different etchant, ensure sample is clean, check etchant freshness, consider electrolytic etching for difficult alloys
Additional Reading
- Zipperian, D.C. Metallographic Handbook. PACE Technologies, Tucson, AZ. House reference for preparation procedures.
- Donachie, M.J. and Donachie, S.J. Superalloys: A Technical Guide, 2nd ed. ASM International. Comprehensive Ni-base superalloy reference covering Inconel, Hastelloy, Waspaloy, and Rene families.
- ASM Handbook, Vol. 9: Metallography and Microstructures. ASM International. Ni alloy preparation, etching, and γ'-γ" precipitate identification.
- ASM Handbook, Vol. 1: Properties and Selection: Irons, Steels, and High-Performance Alloys. ASM International. Ni-base alloy chemistry and properties.
- Vander Voort, G.F. Metallography: Principles and Practice. ASM International. Detailed Glyceregia, Marble's, and Kalling's procedures for Ni alloys.
- Reed, R.C. The Superalloys: Fundamentals and Applications. Cambridge University Press. In-depth coverage of microstructure-property relationships in Ni-base superalloys.
- Petzow, G. Metallographic Etching, 2nd ed. ASM International. Comprehensive Ni alloy etchant reference.
- ASTM B637 — Standard Specification for Precipitation-Hardening and Cold Worked Nickel Alloy Bars, Forgings, and Forging Stock for Moderate or High Temperature Service.
- ASTM E407 — Standard Practice for Microetching Metals and Alloys (nickel alloy etchants section).
- ASTM E3 — Standard Guide for Preparation of Metallographic Specimens.
- ASTM E112 — Standard Test Methods for Determining Average Grain Size.
- ASTM E45 — Standard Test Methods for Determining the Inclusion Content of Steel and analogous methods applied to Ni alloys.
- ASTM E2142 — Standard Test Method for Rating and Classifying Inclusions in Steel Using the Scanning Electron Microscope.
Need More Help?
Explore our other guides or use our tools to find the right products and procedures for your specific needs.