
PENTA Series Hand & Belt Grinders
The PENTA Series features hand grinders with silicon carbide rolls for precision material removal. Perfect for use with lapping films and achieving fine surface finishes.
PACE Technologies' lapping films are engineered for high-precision polishing and microfinishing in metallographic sample preparation. These precision-coated abrasives produce extremely flat surfaces across diverse materials, making them ideal for semiconductor dies, fiber optics, optical components, ceramic capacitors, and hard drive read-write heads.
Use alumina for intermediate steps and softer materials; diamond films for harder, brittle, or high-precision applications requiring superior flatness.
Even, light pressure enhances uniformity and prevents localized wear, ensuring consistent surface finishes across the entire sample.
Clean substrates and film before use to maximize performance and avoid scratching that can compromise sample quality.
Lapping films are precision-coated abrasives that produce extremely flat surfaces across diverse materials. They're ideal for semiconductor dies, fiber optics, ceramic capacitors, optical components, and hard drive read-write heads.
These films feature a durable polyester backing (typically 3 mils) with abrasives fixed using an epoxy or adhesive binder. The uniform abrasive distribution ensures consistent surface finishes, even across varying material hardnesses.
Follow these procedures to achieve optimal results with lapping films. The process varies slightly depending on backing type and application requirements.
Typical process parameters for lapping films:
| Description | Size (inches) | Catalog Number (Plain-backed) | Catalog Number (PSA backed) | Color Code |
|---|---|---|---|---|
| 0.10 um Diamond Lapping Film | Up to 12-inches | DA-01 | DAA-01 |  |
| 0.25 um Diamond Lapping Film | Up to 12-inches | DA-025 | DAA-025 |  |
| 0.50 um Diamond Lapping Film | Up to 12-inches | DA-05 | DAA-05 | |
| 1 um Diamond Lapping Film | Up to 12-inches | DA-1 | DAA-1 |  |
| 3 um Diamond Lapping Film | Up to 12-inches | DA-3 | DAA-3 |  |
| 6 um Diamond Lapping Film | Up to 12-inches | DA-6 | DAA-6 |  |
| 9 um Diamond Lapping Film | Up to 12-inches | DA-9 | DAA-9 |  |
| 15 um Diamond Lapping Film | Up to 12-inches | DA-15 | DAA-15 |  |
| 30 um Diamond Lapping Film | Up to 12-inches | DA-30 | DAA-30 |  |
| Description | Quantity (oz) | Catalog Number |
|---|---|---|
| 32 oz Diamond Lapping Film Lube | 32 | LFL-032 |
| 1 gallon Diamond Lapping Film Lube | 128 | LFL-128 |
| Description | Size (inches) | Catalog Number (Plain-backed) | Catalog Number (PSA backed) |
|---|---|---|---|
| 1.0 um silicon carbide | Up to 12-inches | SIC-001PB-3 | SIC-001PSA-3 |
| 3.0 um silicon carbide | Up to 12-inches | SIC-003PB-3 | SIC-003PSA-3 |
| 5.0 um silicon carbide | Up to 12-inches | SIC-005PB-3 | SIC-005PSA-3 |
| 9.0 um silicon carbide | Up to 12-inches | SIC-009PB-3 | SIC-009PSA-3 |
| 12 um silicon carbide | Up to 12-inches | SIC-012PB-3 | SIC-012PSA-3 |
| 20 um silicon carbide | Up to 12-inches | SIC-020PB-3 | SIC-020PSA-3 |
| 30 um silicon carbide | Up to 12-inches | SIC-030PB-3 | SIC-030PSA-3 |
| Description | Size (inches) | Catalog Number (Plain-backed) | Catalog Number (PSA backed) | Color Code |
|---|---|---|---|---|
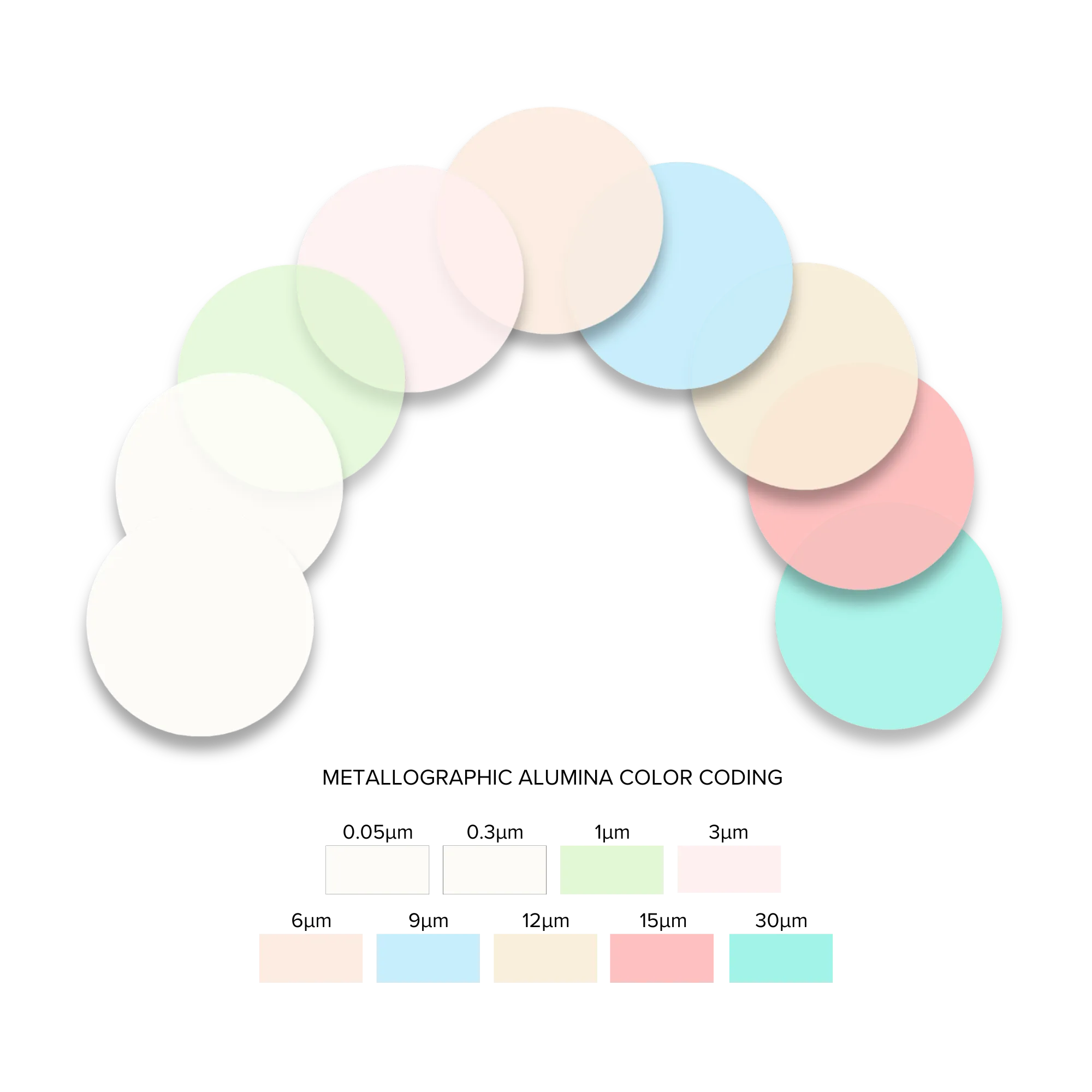
| 0.05 um alumina (ALO) | Up to 12-inches | ALO-105PB-3 | ALO-105PSA-3 |  |
| 0.30 um alumina | Up to 12-inches | AL-103PB-3 | AL-103PSA-3 | |
| 1.0 um alumina | Up to 12-inches | AL-001PB-3 | AL-001PSA-3 |  |
| 3.0 um alumina | Up to 12-inches | AL-003PB-3 | AL-003PSA-3 |  |
| 5.0 um alumina | Up to 12-inches | AL-005PB-3 | AL-005PSA-3 |  |
| 9.0 um alumina | Up to 12-inches | AL-009PB-3 | AL-009PSA-3 |  |
| 12 um alumina | Up to 12-inches | AL-012PB-3 | AL-012PSA-3 |  |
| 15 um alumina | Up to 12-inches | AL-015PB-3 | AL-015PSA-3 |  |
| 30 um alumina | Up to 12-inches | AL-030PB-3 | AL-030PSA-3 |  |
| Symptom | Cause | Action |
|---|---|---|
| Coarse scratching | -Swarf build-up on the lapping film | -Use a lubricant with an appropriate surfactant |
| Tearing of pad | -Sharp specimen edges | -Reduce initial applied load so that the specimen edge does not cut the film. Gradually increase pressure during the lapping operation. -Dispense lubricant more frequently |
| Excessive relief or edge rounding | -PSA backing providing too much flexibility (resiliency) -Lapping backing plate surface is not flat |
-Use a plain backed diamond lapping film -Use a flat lapping surface |
The PENTA Series features hand grinders with silicon carbide rolls for precision material removal. Perfect for use with lapping films and achieving fine surface finishes.

Complete automated grinding and polishing workflow with precise control for lapping film applications and final finishing steps.
Common questions about lapping films
Diamond lapping films provide the finest finish on the hardest materials (ceramics, silicon, hardened steels, optical components) and are widely used for TEM and SEM specimen preparation because their fixed abrasive produces less surface relief than diamond on cloth. Silicon carbide (SiC) films are a cost-effective precision option, especially strong on glass, silica, fiber optic ferrules, and silicon, with a slightly more aggressive cut at equivalent micron sizes than alumina. Alumina films are the gentlest option, recommended for soft or ductile metals where diamond would embed, and as a final-stage flat-polishing abrasive when edge retention matters. Choose based on material, edge-retention needs, and cost.
Plain-backed films use water-tension adhesion to sit directly on a rigid lapping plate, with no compliant layer between the film and the plate. This produces the best flatness and edge retention, making plain-backed the right choice for precision applications, hard/soft interfaces (coatings, case-hardened layers), and fiber optic endfaces. PSA (pressure-sensitive adhesive) backed films self-adhere to the plate for fast installation, but the adhesive layer adds a small amount of compliance that can cause edge rounding and relief on samples with hard/soft transitions. Use PSA when convenience matters more than maximum flatness; use plain-backed when edge retention is critical.
Start with the coarsest grit needed for your starting condition (typically 15-30 µm if coming off a saw cut, or 9 µm if starting from a pre-ground surface), then progress through finer grits. Unlike grinding papers, lapping films are often used with step-skipping sequences because the damage per step at fine sizes is small. Common sequences include 30 → 9 → 3 → 1 → 0.3 µm for fiber optics and 9 → 3 → 1 → 0.05 µm for metallography. The key is to verify that each step fully removes the prior step's scratches before progressing, regardless of whether intermediate steps are used.
Film tearing typically results from excessive pressure, insufficient lubrication, or debris on the polishing surface. To prevent tearing: 1) Use light, consistent pressure (2-5 lbs / 9-22 N per specimen), 2) Ensure adequate water or lubricant flow, 3) Clean the backing plate thoroughly before applying new film, 4) Inspect specimens for sharp edges that can catch the film, and 5) Replace worn films promptly before they tear.
Lubrication is essential for lapping films. Water is the most common lubricant, providing cooling, swarf removal, and film protection. Using films dry will cause rapid film degradation, excessive heat generation, specimen damage, and poor surface finish. Always use adequate lubrication, typically water for most applications, though some materials may require specialized lubricants to prevent corrosion or chemical reactions.
Replace lapping films when you notice: 1) Reduced cutting efficiency requiring longer polishing times, 2) Visible wear patterns or bald spots on the film surface, 3) Inconsistent scratch patterns on specimens, 4) The film becoming discolored or loaded with swarf that won't rinse away, or 5) Any tears or delamination. Regular replacement ensures consistent results and prevents specimen damage from worn films.