Class 7 covers all coating and surface treatment specimens prepared in cross-section, where the coating-substrate interface is the primary region of interest. The class spans thermal spray coatings (WC-Co, NiCr, YSZ, Cr₃C₂-NiCr, NiAl bond coats), electroplated layers (hard chrome), conversion coatings (anodized aluminum), and hot-dip coatings (galvanized zinc). The defining preparation challenge is the extreme hardness mismatch between coating and substrate: a WC-Co coating at 1300 HV bonded to a steel substrate at 200 HV grinds at completely different rates, creating edge rounding and relief at the very interface you need to evaluate. Porosity preservation, delamination prevention, and edge retention dominate every step from sectioning through final polish.
Preparation Characteristics & Challenges
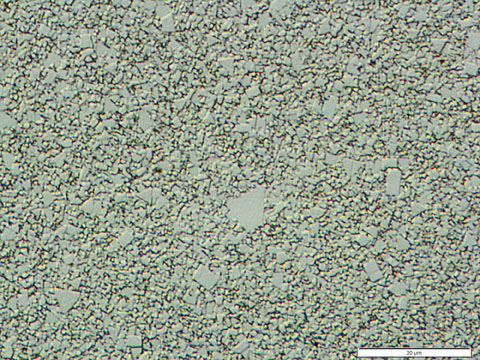
Thermal spray coating, as-polished cross-section
Class 7 specimens are almost always prepared in cross-section, and every preparation step must preserve the coating-substrate interface, coating porosity, and edge geometry. The extreme hardness differences within a single specimen create unique challenges not found in bulk material preparation.
Coating-Substrate Hardness Mismatch
A WC-Co coating (1300 HV) bonded to a mild steel substrate (200 HV) grinds at completely different rates, causing the softer substrate to undercut the interface. This creates edge rounding at the exact location that needs to be evaluated. Napless polishing cloths and edge-retention mounting compounds are essential to maintain a flat interface.
Porosity Preservation
Thermal spray coatings contain 1-15% porosity that must remain open and unsmeared for accurate porosity measurement by image analysis. Without vacuum impregnation during mounting, pores collapse or fill with grinding debris, and soft coating material smears across pore openings. Ultrasonic cleaning between each preparation step helps keep pores clear.
Coating Delamination
Thermal spray coatings bond mechanically (not metallurgically) to the substrate, so lateral forces during grinding can shear the coating loose. Electroplated and hot-dip coatings have stronger bonds but can still separate at the interface if loads are too high. Vacuum impregnation with epoxy fills gaps at the interface and stabilizes the coating before any grinding begins.
Hard Phase Pull-Out
WC particles in WC-Co coatings and Cr₃C₂ particles in cermet coatings can pull out during polishing, leaving voids that inflate porosity measurements and misrepresent coating quality. Napless cloths with low applied pressure (15-20 N) retain hard particles best. Napped cloths catch particles and rip them from the binder.
Cobalt Oxidation Sensitivity
The cobalt binder in WC-Co coatings oxidizes rapidly when exposed to water-based lubricants, producing dark staining that obscures the true microstructure and makes porosity measurement unreliable. Oil-based or alcohol-based diamond suspensions must be used for all grinding and polishing steps on cobalt-containing coatings.
Splat Boundary & Oxide Preservation
Thermal spray coatings are built from individual splats (flattened droplets), with thin oxide layers between them. These inter-splat oxides define the coating's structural character and affect its mechanical properties. Aggressive polishing removes these thin oxide lamellae, misrepresenting coating quality and making splat structure invisible.
Edge Retention at Coating Surface
The outer coating surface and the coating-substrate interface are the two most critical evaluation areas, and both sit at the edge of the specimen. Standard mounting without edge support rounds these edges during grinding. Castable mounting with edge-retention fillers (alumina or glass beads mixed into the resin) provides support on both sides of the coating cross-section.
Class 7 Materials
The following materials are classified as Class 7 (Coatings & Surface Treatments). Click on any material to view its detailed preparation procedures.
Preparation Guide
Recommended Preparation Steps
Sectioning
All coated specimens must be cross-sectioned perpendicular to the coating surface. Use precision wafering saws with diamond blades for best edge retention on thin coatings (anodized layers, galvanized). Clamp the coated surface against a backing material (steel plate or sacrificial block) during cutting to prevent delamination and edge chipping. Abrasive blades work for thicker thermal spray coatings but leave more subsurface damage. For WC-Co coatings, use diamond wafering blades exclusively because the carbide phase rapidly destroys abrasive wheels.
Mounting
Vacuum impregnation with low-viscosity epoxy is required for all porous coatings (thermal spray). The epoxy infiltrates pores and stabilizes the coating structure, preventing smearing and collapse during grinding. For dense coatings (hard chrome, anodized aluminum), castable mounting with edge-retention filler (alumina or glass beads mixed into the resin) provides the edge support needed for accurate thickness and interface measurements. Never use compression mounting for coating specimens; the heat (150-180°C) and pressure can damage, separate, or crack coatings.
Grinding
Start at 320 grit SiC to minimize initial edge damage, then progress through 400 and 600 grit. Use light pressure (15-20 N) to avoid delamination and pore smearing. For WC-Co and other cobalt-containing coatings, use oil-based or alcohol-based lubricants instead of water to prevent cobalt oxidation staining. Diamond grinding discs (75 and 40 µm) are preferred over SiC for hard coatings (WC-Co, Cr₃C₂-NiCr) because they remove material more evenly across the coating-substrate hardness difference.
Polishing
Polish with 9 µm polycrystalline diamond on a napless cloth, then 3 µm diamond on a napless cloth. Final polish with 0.05 µm colloidal silica on a short-nap cloth for 1-2 minutes. Use napless cloths for all diamond steps to minimize relief at the coating-substrate interface and retain hard phases. Ultrasonic cleaning between each step is critical to remove abrasive trapped in pores. For WC-Co coatings, use oil-based diamond suspensions throughout all polishing steps.
Etching
Most coating evaluations are performed as-polished (unetched) to measure porosity, coating thickness, oxide content, and interface quality. When the substrate microstructure must be revealed, etch only the substrate region: nital (2-5%) for steel substrates, Keller's reagent for aluminum substrates. For thermal spray coatings where splat structure needs emphasis, light electrolytic etching with 2% CrO₃ at 2-3V DC for 5-10 seconds reveals splat boundaries without damaging the coating. Anodized layers and galvanized coatings are typically examined entirely as-polished, often with polarized light to enhance layer contrast.
Quality Verification
Coating-substrate interface is intact with no delamination or separation
Porosity appears open and unsmeared, suitable for image analysis measurement
No cobalt staining or oxidation artifacts in WC-Co coatings
Hard phases (WC, Cr₃C₂) retained in place with no pull-out voids
Coating edges are sharp and well-defined with no rounding at the outer surface or interface