Step-by-Step Guide to Aluminum Sample Preparation
Aluminum and its alloys are foundational in aerospace, automotive, and structural engineering. Their low density, corrosion resistance, and mechanical versatility demand precise metallographic preparation for effective microstructural analysis. This comprehensive guide provides expert-recommended procedures for preparing aluminum specimens.

Key Challenges in Aluminum Preparation
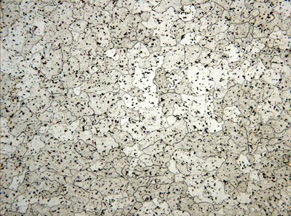
- Preserving oxide inclusions — aluminum-oxide particles are routine in the microstructure and are often the analysis target; improper prep pulls them out and misrepresents the structure
- Avoiding SiC embedding (start on aluminum-oxide / ALO paper, not SiC)
- Keeping the deformation layer shallow with light force (5-10 lb / 22-45 N)
- Avoiding smearing and grain pull-out during preparation
- Maintaining microstructural integrity through every step
Technical Considerations
- Aluminum's low melting point (660°C) and ductility require careful temperature and force control
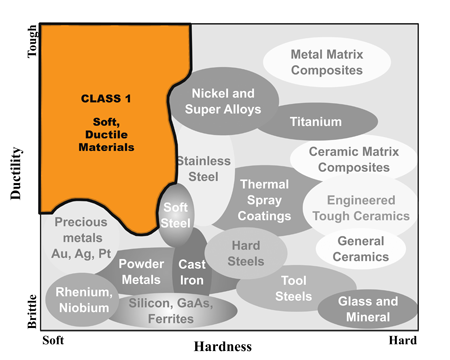
- Soft nature (typically 20-100 HV) demands gentle preparation throughout
- Precipitation-hardened T6 tempers (2024-T6, 6061-T6, 7075-T6) are heat-sensitive — compression mounting at 150-180°C can shift the precipitate distribution; use castable epoxy for these tempers
- High thermal conductivity necessitates proper cooling; rapid oxidation requires immediate post-preparation protection
Want to keep track of your preparation procedures? Save your workflow procedures on materialsprep.com