

Tin Alloy
Specimen Preparation (Class 1 Procedures)
 |
Tin allows can be difficult to prepare because it is very soft and distortion to the microstucture can easily occur. If not removed this distorted layer hides the true microstructure. In addition, if any excessive heat occurs during preparation the microstructure can also be masked by surface recrystallized. Proper preparation requires minimizing damage. For tin and tin alloys, alternating between polishing and etching is often required in order to remove the damaged microstructure. The recommended etchant is 2% nital (2 ml nitric acid in 100 ml methanol or ethanol); etch for only a few seconds before repolishing.
SECTIONINGMAXCUT Abrasive blade (Cat. No. MAX-C or MAX-I series)
MOUNTING Compression Mounting with Phenolic, Epoxy or Diallyl Phthalate compression mounting resins
POLISHING
| Abrasive/surface | Lubricant | Force/ sample | Speed (Head/base) |
Time | Individual Force mode |
Central Force mode |
|---|---|---|---|---|---|---|
| P120 grit ALO paper* P220 grit ALO paper* |
Water | 5-10 lbs | 100/100 rpm | Planar 1 min |
 |
|
| P500 grit ALO paper P1200 grit ALO paper |
Water | 5-10 lbs | 100/100 rpm | 1 min 1 min |
 |
|
| 1 um DIAMAT diamond on ATLANTIS polishing pad |
Water | 5-10 lbs | 100/100 rpm | 2 min | |
|
| 0.05 um Nanometer alumina on NAPPAD polishing pad |
5-10 lbs | 100/100 rpm | 1 min | |
|
*Required for central polishing force. Click here for more information on central vs. individual polishing force polishing.
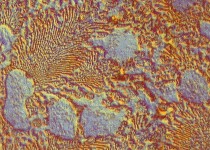 |
| Tin-Antimony-Copper (hard tin), 100X, 2% nital etchant for 2 seconds |
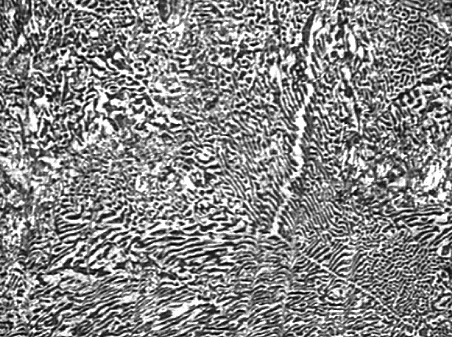 |
| Tin-bismuth alloy, 200x, etchant 2% Nital |
ETCHING
Common Etchants


CAUTION:Safety is very important when etching. Be sure to wear the appropriate protective clothing and observe all WARNINGS on chemical manufacuters SDS (Safety Data Sheets). Also review the COMMENTS and CONDITIONS Section for each etchant.
Copyright 2006-2024
|