

Periclase Mineral
Specimen Preparation (Class 11 Procedures)
 |
The microstructural preparation of hard minerals requires correctly cutting and initial grinding of the sample; followed by rough polishing and polishing which minimizes damage. The use of polycrystalline diamond on low napped polishing pads effectively reduces the damage to the specimen; which can easily be removed by final polishing with colloidal silica.
Proper microstructural preparation requires minimizing fracturing and damage during cutting and initial grinding. The use of colloidal silica as a CMP polishing lubricant and abrasive significantly improves the surface finish for this class of materials.
SECTIONING
Diamond Wafering blade - medium grit / low concentration
MOUNTING
Castable Mounting with Epoxy or Acrylic resins.
POLISHING
| Abrasive/surface | Lubricant | Force/ sample | Speed (Head/base) |
Time | Individual Force mode |
Central Force mode |
|---|---|---|---|---|---|---|
| 70 micron diamond grinding disk* |
Water | 5-10 lbs | 200/200 rpm | Planar |
 |
|
| 30 um DIAMAT diamond suspension on CERMESH Metal Mesh cloth |
5-10 lbs | 200/200 rpm | 5 min |  |
|
|
| 6 um DIAMAT diamond on TEXPAN polishing pad |
SIAMAT colloidal silica |
10 lbs | 200/200 rpm | 5 min | |
|
| 1 um DIAMAT diamond on GOLDPAD or ATLANTIS polishing pad |
SIAMAT colloidal silica |
10 lbs | 200/200 rpm | 5 min | |
|
| SIAMAT Colloidal silca on TEXPAN polishing pad |
10 lbs | 200/200 rpm | 5 min | |
|
*Required for central polishing force. Click here for more information on central vs. individual polishing force polishing.
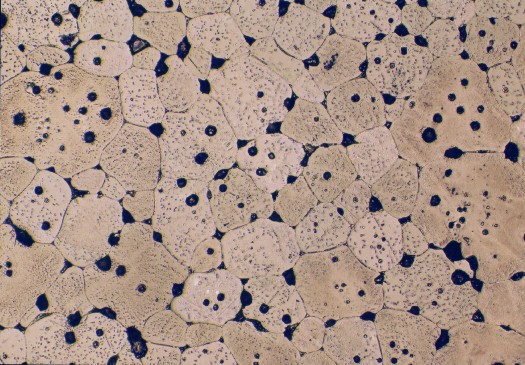 |
| Periclase, 200X (B.F.) Theraml etching at 1200 Celcius for 2 hours |
Common Etchants


CAUTION:Safety is very important when etching. Be sure to wear the appropriate protective clothing and observe all WARNINGS on chemical manufacuters SDS (Safety Data Sheets). Also review the COMMENTS and CONDITIONS Section for each etchant.
Copyright 2006-2024
|